Бормашинка в деталях.
Або, що з цим робити!?
Нижчеописане являється спробою поділитись власноруч набутим досвідом,
помилками, роботою над ними, логічно побудованими та практично перевіреними
висновками. Матеріал можливо зацікавить людей бажаючих ознайомитись з описаним видом інструменту, його особливостями та
деякими прийомами застосування. Послідовність оповіді не витримана внаслідок відсутності літературної освіти автора, зрештою, як і інженерної, тому
для повноти картини рекомендується ознайомитись з текстом в повному обсязі.
Що ж таке бормашинка? Описати апарат можна виходячи з наявності обертової частини з виведеним валом
на якому знаходиться механізм кріплення ріжучого інструменту, відповідно це
машинка для обробки матеріалів шляхом різання, абразивним способом за рахунок
обертів інструменту навколо своєї осі. Типу, як дриль тільки трохи інакше. Основними відмінностями бормашинки від дрилі
є швидкість обертання інструменту та потужність, а за призначенням вона ближче
до прямошліфовальної машини ніж до дрилі.
За допомогою бормашинки можна працювати сверлами, фрезами, абразивними
камінцями, абразивними відрізними дисками, полірувальними насадками, шарошками.
В залежності від інструменту та бормашини можна обробляти метали, пластики,
скло, натуральні матеріали, дерево, камінь, роги, можна різати, пиляти,
зачищати, гравірувати. Загалом проводити мініатюрні роботи мініатюрним
інструментом. Медичне використання бормашин не розглядається, бо рідкісна
людина не знає хто такий стоматолог.
Для бормашин характерно мати не одну тисячу обертів на хвилину, а навіть 10000 – 30000 об/хв, це
потрібно для встановлення оптимального режиму різання інструментом малого
діаметру, а відповідно і малої лінійної швидкості його робочої частини при
малій кількості обертів.
Лінійна
швидкість різання то є та швидкість, з якою рухається та сама ріжуча кромка
відрізного диску, фрези чи свердла відносно оброблюваної поверхні. Ближче до
центру обертання швидкість менша, а при віддаленні – збільшується. Саме тому на
відрізних дисках для кутошліфовальної машинки, «болгарки», вказується цифра
80м\с (максимальна лінійна швидкість диску), а кількість обертів не завжди
пишеться і саме тому диски для 230 «болгарки» не варто чіпляти на 125-у.
Детальніше це виглядає наступним чином, у 230 «болгарки» швидкість обертання валу 6000-6600 об\хв, в
секунду це буде 6000об/60с = Хоб/1с = 600*1/60=100 об\с ,
довжина кругу для 230 відрізного диску = 230*3,14=722,2 мм, лінійна швидкість для
такого диску буде 100 об\с * 722,2
мм = 72220 мм\с або 72 м\с , що власне й вкладається у
ту саму цифру 80м\с вказану на диску. Якщо ж цей самий розрахунок примінити до
диску 125-ої «болгарки» то отримаєм 12000/60 = Х/1 = 12000*1/60 = 200об\с
, 125*3,14 =392,5
мм довжини круга, 200*392,5= 78500= 78,5м\с – також
вкладається. З цього бачимо, що коли зменшується діаметр ріжучого інструменту,
а оберти лишаються сталими то лінійна швидкість ріжучої кромки диску падає,
відповідно змінюється й режим різання і відповідаючи на ймовірне питання: ТАК
саме тому нові диски краще пиляють і починають швидше зношуватисть по мірі
зменшення їх діаметру (а відповідно й лінійної швидкості) і НІ не можна збільшувати оберти. От уявіть,
якесь воно задумалось попиляти 230 диском наковальню,
розпочинає і дивиться шо то є довга справа, а чіпляючи новий диск помічає
регулятор обертів від 6000 до 12000, ну і як не крутнути шоби швидше було, ну
крутнув, ну розігнав диска до 160м\с, тільки ту наковальню з уламками того
самого диску, які стирчатимуть з черепа після накрутки, йому вже не допиляти.
, 125*3,14 =
Проводячи аналогію до бормашинки, з вищеописаного, видно необхідність
збільшення кількості обертів на хвилину для ріжучих інструментів малого
діаметру, які й використовуються з бормашинами. Загалом можна визначити таке
правило: чим менше свердло, тим більші оберти йому необхідно. До цього можна
додати іще одне: м’які матеріали потребують більших обертів ніж тверді
(пластики пиляються при таких обертах, які не плавлять, або плавлять в не
значній мір).
Використовувані для бормашинок інструменти зазвичай не можуть розвинути
такої ж кінетичної енергії, як відрізний диск при роботі з болгаркою, тому
вважаються безпечнішими, але все ж суттєву шкоду здоров’ю можуть нанести.
Техніку безпеки ніхто не відміняв, при вилітанні інструменту з патрону, чи
руйнуванні інструменту, заготовки в процесі роботи кліпнути не встигнете, тому
окуляри і надійне розміщення, закріплення оброблюваної заготовки
обов’язкове.
Коли розглянути роботу тим самим відрізним диском бачимо наступну картину:
при перпендикулярному розміщенні бормашинки в правій руці відносно осі погляду
та проведенню різальних робіт бачимо напрям іскор в очі, та напрям самовільного
руху диску (не напрям різання!) від очей, змінивши робочу руку бачимо зручний напрям іскор в
протилежну сторону, але напрям самовільного руху диску спрямований на
оператора. З одної сторони іскри, стружка «в очі» то не добре, а з іншої у
випадку коли диск зірве з осі кріплення
він полетить в сторону працюючого ним. У
випадку з інструментами типу циліндричних фрез, свердл, шліфувальних насадок
розмірами в 1-4 діаметру хвостовика картина змінюється і інструмент може вилетіти в працюючого ним
незалежно від напряму обертання.


Для тих хто любить доказувати, що «я працюю правильно», а всі інші ні,
рекомендую ознайомитись із документацією по безпечному виконанню робіт до
інструментів від всесвітньо відомих виробників, багато цікавого там знайдете, а
потім можна й подоказувати, що десятиліття досвіду, десятки інженерів, тисячі
робітників із різних країн то все фігня і тільки «я працюю правильно».
Загалом найбезпечніший метод роботи з ручним обертовим інструментом, той
при якому в напрямі відцентрового руху насадки не має частин тіла чи інших
людей, інакше кажучи щоб іскри, стружка летіли ні на оператора, ні від нього, а
паралельно осі плеч робітника, яка уявно проводиться однією лінією від одного плеча
до іншого. Або ще точніше погляд має
бути з ракурсу картинки, не зліва, не справа, не зверхи, а саме так.

Бормашини бувають постійного струму, змінного струму, низьковольтні - 12-36В, з живленням обмоток від 220В
та пневматичні. Є з прямим приводом від
валу двигуна, є з приводом від гнучкого валу, а є й комбіновані в яких
передбачений, як прямий привід так і від
гнучкого валу. Потужність бормашин
зазвичай складає від одиниць Ват у манікюрних і десь до 300-350Вт у підвісних
машинках, вищої потужності будуть вже прямошліфувальні машинки.
Регулювання обертів бормашини один з найважливіших параметрів і чим менше
падають оберти на валу під навантаженням тим краща та якісніша сама бормашинка.
Втрата обертів під навантаженням компенсується потужністю двигуна, як наприклад
у підвісних машинках чи складною схемою керування обертами. Як варіант можна
викручуватись мізерною подачею
різального інструменту в саму оброблювану поверхню, зменшенням діаметру
різального інструменту, та то не робота.
Далі буде детальніше про конструктив.
Почну з простого, низьковольтна бормашинка постійного струму, може бути
характеризована, як мікродриль, тому що
робочі оберти мають бути від 3000 об\хв для обох.
Як і в більшості радіолюбителів в мене почалось все з саморобних
мікросвердлилок, в складі яких є невеликий моторчик, цанговий патрон і блок
живлення. Їхня потужність мізерна та для свердл 0,8-1,2мм достатня.
Ефективність подібних девайсів підвищується шляхом включення в конструкцію
простих, дешевих стабілізаторів обертів.
Ресурс двигунців не тривалий через часту відсутність кулькових
підшипників, малий діаметр валу, 1,5-2мм, моторчика.

В більш адекватному стані розуму мікродрилі- бормашинки починали
перетворюватись на щось подібне:

Тут використаний двигун 12-27В зі струмом в 0,7А, він має 2 кулькових
радіальних підшипника на які й опирається вал ротора. Конструкція закрита, що
унеможливлює потрапляння абразиву на колектор, підшипники, але цілком
обслуговуєма, відповідно можна розібрати й провести ревізію,на відміну від радянських
ДПР-ів, ДПМ-ів, які й нібито можна розібрати та не варто. Особливістю цієї
конструкції є можливість затягування торцевих кришок, в яких знаходяться
підшипники, з різною силою, що дає можливість зробити додатковий натяг
підшипникам тим самим зменшивши люфт валу, так метод не зовсім прийнятний для
даного типу підшипника, але дієвий і має місце бути. Вал моторчика має діаметр
5мм, що дозволяє використовувати його в значно навантажених режимах без страху
погнути. На вал насаджено перехідник із різьбою під самозатискний патрон,
патрон затискає інструменти з хвостовиком 0,4-3,2мм. До недоліків конструкції
можна віднести великий виліт чи вибіг інструменту, що зменшує зручність
утримання мотору в руці, додатковим недоліком є діаметр двигунця -32мм, що
унеможливлює повністю перпендикулярне розмішення ріжучих дисків менше 35мм
діаметром відносно оброблюваної площини, передній підшипник піддіється
надмірному навантаженню, яке не сприяє його довгому функціонуванню..


Наступна машинка вже з якоюсь претензією на грамотне машинобудування.

Особливості полягають в розвантаженні підшипників мотору за рахунок
наконечника. З’єднувальна муфта дозволяє невелике зміщення осей валу двигуна та
наконечника 0,1-0,3мм, при більшій невідповідності осей демпфер буде швидше
зношуватись, також вона зменшує імпульсні ударні навантаження на підшипники
двигуна. На момент виготовлення бормашинки магазинна муфта коштувала, як
декілька комплектів деталей для всієї машинки, тому й була спроектована для
простого дешевого й швидкого виготовлення. Самі ж підшипники в наконечнику
значно більші та доволі поширені, тобто проблем із їх заміною не має бути.
ЇЇ недоліки в габаритах та вазі мотору, значне зміщення центру ваги всієї
конструкції, нагрівання мотору при тривалих навантажених роботах.
Варто зауважити, що цією та попередньою машинками досить комфортно
працювати і без стабілізації обертів, достатньо мати блок живлення необхідної
потужності, хоча зі стабілізатором обертів було б краще.
Хто
цікавився бормашинками упізнає конструкцію відомої «Профиль» і почне плюватись
в мене за плагіат, але представлена машинка не може конкурувати з відпрацьованою
та ергономічною конструкцією «Профиля», а тип з’єднання електродвигуна з виконуючими пристроями використовується
досить давно в редукторах, потужних промислових насосах, автомобілях та інших
механізмах.


У
фіналі огляду машинок буде «породиста» бормашинка «ТИТАН», яка й стала початком
всієї котовасії з вигадуваннями та вдосконаленнями конструкцій. З нею пов’язана
ціла історія, яка почалась з того, що мені набридло робити отвори в друкованих
платах підручними засобами, а поскільки на ринку почали з’являтись більш спеціалізовані для цього заводські
інструменти вирішено було розкошелитись на бормашинку, яка в свою чергу значно
могла розширити мої нездорові радіогубительські фантазії. Підкупила саме ця
модель наявністю базової оснастки та вартістю.
Одразу після купівлі було відмічено сліди вживання, не циліндричність майже
всіх насадок, биття патронів, вийшло все прямо, як у фіналі казки про золоту
рибку. Зі злості було проведене препарування всіх деталей машинки, в наслідку
чого визначено хилитання підшипників наконечника гнучкого валу, хилитання осі з
підшипниками в наконечнику, нерівно виготовлений патрон для самої машинки,
биття підшипників електродвигуна, люфт вісі якоря електродвигуна на підшипниках
. Оберти машинки були регульованими, але працювати дозволяла лише верхня межа
регулювань, коли фрези вже палять дерево.
Пошуки заміни підшипників дали результат лиш для самого електродвигуна, для
наконечника гнучкого валу нічого знайдено не було. Заміна підшипників якоря таки дала результат
і патроном стало менше хилитати, а гнучкий вал піддавався переробці декілька
разів, після чого був придбаний наконечник типу «Foredom» та за допомогою токаря приєднаний до валу, що значно покращило ситуацію з
биттям інструменту в патроні.

З однієї сторони ситуація покращилась, а з іншої надмірний шум машинки при
роботі, зависокі робочі оберти поклали машинку назад до фірмового кейсу, а
замість неї було зібрано 2 більш підходящих (описаних вище).
Варіантом покращення цього чуда інженерії було введення регулятора обертів
зі стабілізацією. Пошуки придбання м\с для втілення ідеї на той час не дали
результату, та нещодавно випадково побачив підходящий варіант та й придбав, що
з того вийшло дивіться самі.
Регулятор обертів зібраний на U2010b. Стабілізація обертів здійснюється за допомогою
датчика струму у вигляду резистора. Підтримання обертів вмикається коли на
струмовому резисторі виникає падіння напруги більше 40мВ, а максимальне падіння
– 250мВ, що вказує на неможливість стабілізації дуже малих обертів, так як
двигун не споживатиме багато струму і м\с не увійде в режим. Для стабільності
низьких обертів потрібно збільшувати опір струмового резистора, але це зумовить
обрізання верхньої межі обертів, ну і відповідно електродвигун не буде
розвивати свою номінальну потужність.
Судячи з описів інших людей досвіду повторення стабілізатора на U2010b, чи не кожен
екземпляр м\с поводить себе трохи по іншому, з чого випливає висновок: кожен регулятор налаштовується із тим двигуном
для якого призначений і під ті режими, в яких потрібна робота двигуна. Використана
U2010b не сприймала
адекватно режим роботи А, режими В і С працювали повністю однаково, не зважаючи
на повний чи обрізаний варіант схеми включення з даташиту та проведені сакральні радіотехнічні ритуали над
ними.
Особливість регулювання такої схеми полягає у відкриванні тріака чітко в одні
й ті самі моменти часу

В даній схемі додано 3 елементи захисту. Самовідновлюваний запобіжник
встановлено для живлення м\с та її кіл, ще встановлено RC ланцюжок паралельно тріаку. Картинки осцилограм зняті з навантаженням прояснюють трохи для чого RC ланцюжок служить.
 |
| Симистор без RC |
 |
| Навантаження без RC |
На першій картинці видно коли відкривається тріак і коли закривається.
Досить чітко видно «голки» імпульсних викидів перехідних процесів. Ці імпульси
мають доволі круті фронти, короткочасну тривалість та амплітуду місцями вищу за
мережну, вони і є цими самими шумами, перешкодами для радіо, та причиною виходу
з ладу неякісної електроніки, тому що вони наближаються до радіочастотного
діапазону, а круті фронти дозволяють проникати наскільки завгодно в глибини
електроніки де їх не чекають. У випадку простих димерів картинка виглядає ще
цікавіше, та зараз не про них.
З наступних картинок видно деяке зменшення амплітуди голок, по тривалості
вони розтягуються, тобто виходять з радіочастотного діапазону, а за одно фронти
стають більш пологими дозволяючи напівпровідникам дещо краще їх переварити.
Саме такий результат дає додатковий RC ланцюжок.
|
| Симистор з RC |
 |
| Навантаження з RC |
Детально схема та її побудова не обсмоктуватиметься бо в інтернеті є багато
корисної інформації по ній.
Окремо про гнучкий вал.
Він складається з троса навитого в одну сторону (що вказує на неможливість
використання реверсу обертів), захисної оболонки, спеціально сформованих кінців
привідного тросу.
Обертальний момент передається через сам трос під’єднаний з однієї сторони
до двигуна, з іншої до наконечника з патроном в якому і розміщується
інструмент. Тросик має бути змащений
в’язким мастильним матеріалом типу «Літол», доступ пилу, абразиву в середину
недопустимий для хорошого функціонування гнучкого валу. Позитивною
характеристикою валу буде його гарна гнучкість, відсутність пам’яті
попереднього положення. Нагрівання оболонки валу в процесі роботи буде означати
не якісне виконання самого валу, або надважкий режим роботи із ним. Гарним
показником буде можливість підключення до валу наконечників різних габаритів,
для грубих, обдиральних робіт – масивні, для точних робіт – тонкі та зручні.
Трос валу має кріпитись до машинки та наконечника без особливих зусиль, а сама
оболонка має фіксуватись без втискування троса із зусиллям всередину інакше
буде грітись.

Сам гнучкий вал значно розширює можливості бормашини, у разі його грамотного
виконання. Однак навіть дуже якісний вал буде створювати додатковий шум при
роботі бормашини. Не слід забувати й про пружні особливості гнучкого валу, вони
дещо зменшують крутячий момент, створюють додаткову інерційність в
передачі самого моменту до наконечника.
Патрони.
В машинках можуть використовуватись різного виду: цангові, самозатискні, з
фіксацією ключем, та спеціальні (використовуються в мед техніці). Основним
недоліком цангових патронів з жовтими цангами (бронза чи латунь) являється не
надійна фіксація хвостовика в патроні, що й
видно на відео. Сталеві цанги в машинках «Proxon» набагато краще справляються з затиском інструменту. В самозатискних
патронах присутня та сама проблема, але то може залежати ще й від якості їх
виготовлення. Найкращим з точки зору надійності затискання інструменту буде
патрон з ключем та спеціалізований патрон.
Кріплення в патроні.
Для сверл, фрез, шарошок з діаметром робочої частини рівним, або меншим
діаметру хвостовика, за який він і затискається, допускається значний виліт (відстань
від робочої частини інструменту до губок патрону) насадок. Коли ж діаметр
робочої частини більший діаметру хвостовика, виліт має бути мінімальним інакше
при роботі ним може відбутись удар за яким моментально послідує деформація
хвостовика відцентровою силою (згинання, а у випадку слабого затискання в
патроні вилітання насадки) та небезпечна для здоров’я ситуація.


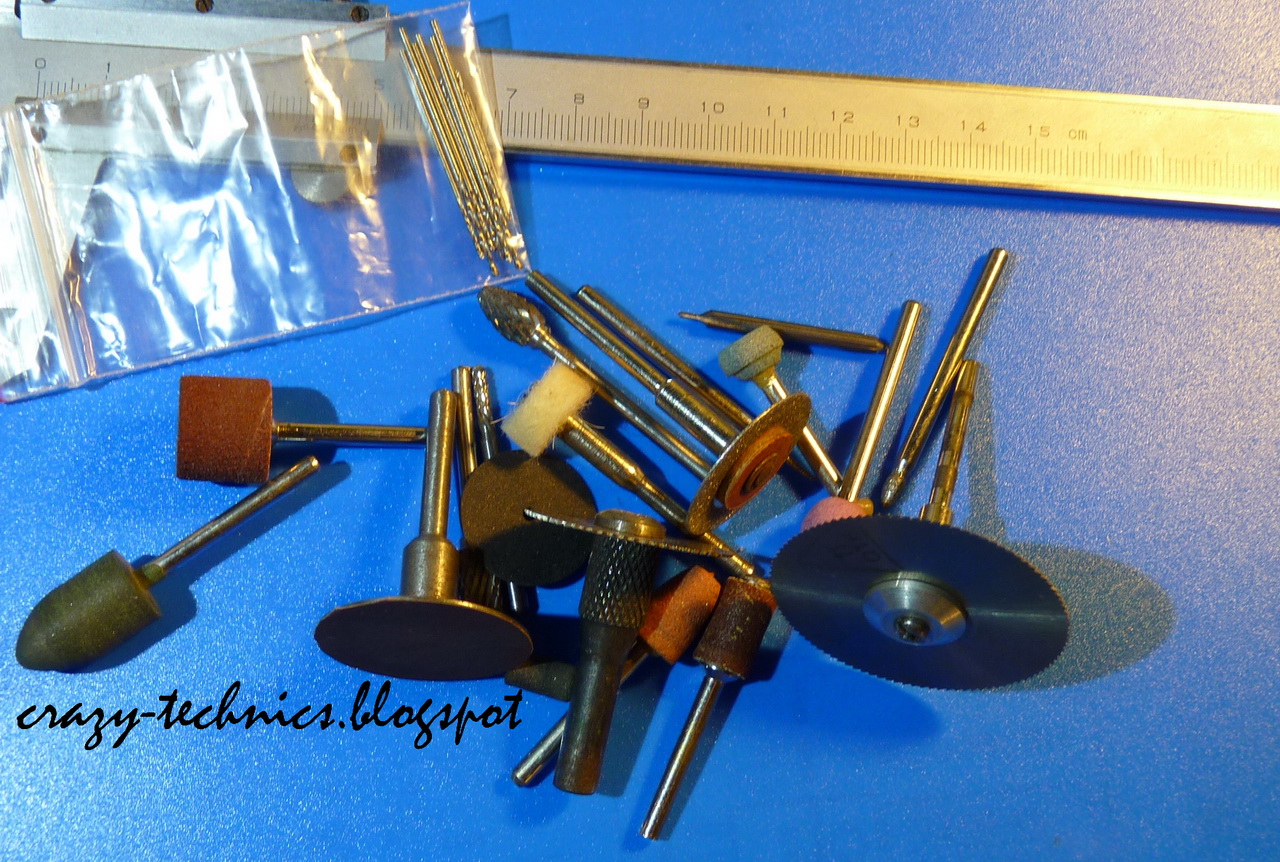
А ми перейдем до насадок, їх призначення, прийомів використання.
Свердла – циліндричний інструмент із двома, в більшості випадків, спіральними
канавками на яких розміщуються ріжучі кромки. Бувають виготовлені зі
швидкоріжучої сталі найбільш поширених радянських марок Р6М5, Р18 та
буржуйського аналога HSS, ще можуть бути цільно-твердосплавними
типу ВК6 та інших марок, мати напайку з твердого сплаву (бури по бетону),
можуть мати алмазне напилення.

Швидкоріжуча сталь Р6М5, HSS використовується для обробки матеріалів (дерево,
пластик, чорні , кольорові метали та сплави) широкого призначення, не використовується
в обробці матеріалів з підвищеною твердістю (загартовані сталі, спеціальні
тверді сплави, скло, камінь, кераміка). Швидкоріз досить лояльно ставиться до
незначних деформацій, роботи з легким ударним навантаженням, тобто тонкими
свердлами доволі комфортно працювати вручну, має середню зносостійкість .
Тверді сплави можуть бути використані у обробці всього того, що й
швидкоріз, але особливість їх у спроможності обробляти матеріали з підвищеною
твердістю. Сучасний твердосплавний інструмент може бути використаний навіть для
обробки скла, за рахунок високої зносостійкості використовується й для обробки
абразивних матеріалів (камінь, бетон, цегла). Для здешевлення інструменту при
підвищених вимогах зносостійкості використовується в якості напайок ріжучої
частини інструменту (бури по бетону, циркулярні пили і звісно токарні різці).
Через його високу крихкість працювати
вручну цільнотвердосплавними свердлами можна не довго, до першого удару чи не
значної деформації, тому потрібно надійно фіксована оброблювана поверхня, а за
одно надійно зафіксований інструмент, що досягається у верстатах.
Твердосплавні свердла малих діаметрів вирізняються хвостовиком збільшеного
діаметру для надійної фіксації в патроні.

Загалом багато насадок для бормашин мають хвостовики однакового діаметру.
Виготовлені вони таким чином для зручності використання в спеціалізованих
наконечниках, наприклад медичних, а також для використання з цангами, які
виготовляються не будь якого, а лиш певного діаметру.
Прийоми роботи.
При свердлінні отворів для запобігання зміщення свердла з центру отвора
використовується попередня зацентровка отвору, така задача проводиться вручну
інструментом під назвою «кернер», ще використовується метод позначення центру отвору свердлом меншого
діаметру, чи спеціальним центрувальним свердлом.
В доволі м’яких матеріалах (дерево, пластик, гетинакс, текстоліт) керніння
майбутніх отворів при ручній обробці не обов’язкове, а для точного
попадання в центр використовується метод початкового розміщення свердла в місці
майбутнього отвору, його утриманя з не значним зусиллям, а потім вмикання
живлення мотору та надання обертів свердлу. З отворами великого діаметру, при
роботі з верстатами, такий метод не допустимий! бо повідриває руки, вирве заготовку, зламає
свердло, при чому це все відбудеться одночасно, тому в таких випадках спочатку
керним центр отвору вмикаєм оберти і поступово наближаємо свердло до
місця майбутнього отвору, свердло своїм центром попадає в місце керніння і
поступово починає свою роботу.
Ріжуча частина свердла має бути заточена симетрично, інакше при спробі
попасти в центр майбутнього отвору свердло буде постійно тікати в сторону
псуючи при цьому себе, оброблювану поверхню та нерви.
З досвідом приходить більш детальне розуміння механіки процесів, навики
виконання операцій, більш гарний результат.
Циліндричні фрези, борфрези можуть бути виготовлені так само із
швидкоріжучої сталі та твердого сплаву. В найпоширенішими є китайські фрези
непозначеного твердого сплаву з наборів, Тут потрібна увага бо в таких самих
нічим не позначених наборах продаються фрези виготовлені з HSS, дорожчі можуть маркуватись кольором хвостовика,
а поштучні дорогі маркуються кожна в своїй коробочці. Вибір борфез загалом
такий самий як і сверл, за винятком додаткового параметра, який зветься крок
зуба. Зуби фрези це ті самі ріжучі частини як у сверла, тільки їх багато і
можуть бути додатково розділені для покращеного відведення стружки із проміжків
між зубами.

На відміну від сверл, конструкцією фрез передбачена можливість роботи
боковою їх частиною, таким чином вони замінюють собою напилки. У випадку роботи
боковою частиною фрези в отворах діаметру не набагато більшого за саму фрезу,
або для розширення отвору конусними фрезами потрібно бути максимально
обережним, тому що вручну втримати фрезу стає практично неможливо внаслідок
чого вона починає із скаженою швидкістю пробігати по всьому периметру отвору не
затримуючсь в одній його частині. Такий ефект відчутний відразу страшенною
вібрацією заготовки, фрези і відповідно рук. Для твердосплавних фрез подібний
«рознос» являється критичним, фрезу
починають покидати зуби, можуть відколотись і більші частини, що небезпечно для
шкірного покриву працюючого, його очей, здоров’я загалом та оточуючих
предметів. Операції обробки отворів циліндричними фрезами можливі наприклад у
верстатах де заготовка і фреза надійно закріплені і їх самовільне переміщення не
має місця бути.
Дискові фрези, являють собою залишки радянських запасів і можуть
зустрічатись виготовлені із швидкоріжучої сталі. Для них виготовляють
спеціальні перехідні оправки, які надають можливість користування з патронами бормашинок.
Дискові фрези на початку їх створення не передбачають високих обертів.

Абразивні відрізні диски, можуть бути тонкими і не армованими, можуть мати
армування та більшу товщину. Тонкі диски без армування призначені для тонких
робіт, руйнуються швидше ніж виконана робота, розлітаються знатно.


Оправки для дисків початково не якісні. Першою виходить з ладу різьба в
оправці або гвинтику унеможливлюючи надійне затискання диску. Сам диск після
встановлення в оправку за рахунок різниці в розмірах отвору та діаметру
гвинтика має значне радіальне биття.

Оправка для дискової фрези має схожий недолік. Фреза, за рахунок фланчиків
оправки, сидить добре, без биття, але різьба в оправці поганої якості і гвинтик
з різьбою М3 спокійно її зриває при роботі. Вихід то використовувати гвинтики
більшого діаметру та різьбу з мільчим кроком.
Якісні оправки можуть попастись в наборах з насадками, але це лотерея.
Кращим варіантом буде виготовлення оправок на замовлення з врахуванням
особливостей застосування.

Про них майже й нічого розказати береш тай пиляєш. Вони є різного кольору,
різної величини зерна. Кольором зазвичай відрізняються камінці разної
«твердості», якщо можна так сказати, при роботі одні зточуються дуже швидко
лишаючи хмару абразивного пилу за собою, іншими можна довго і нудно точити не
зточити. Достовірними даними по використанню камінців за кольором не володію.
Призначення можна визначити наступним чином:
берем камінець і пиляєм кусок матеріалу який необхідно обробити, якщо камінець
«засалився» (на абразиві лишається оброблюваний матеріал) він затвердий, берем інший пиляєм, дивимся, якщо стоїть
хмара пилу від камінця, абразив швидко зношується то камінець «м’який»,
потрібен твердіший.
Загалом ситуацію можна описати наступним: камінець має зношуватисть
пропорційно здертому матеріалу заготовки. Твердий камінець при роботі з
алюмінієм заб’ється і перестане бути корисним, його в самий раз для сталі використати.
«М’який» буде зточуватись разом з
алюмінієм і не забиватиметься ним, а на сталі буде не ефективний бо швидко зітреться.
Насадки з наждачного паперу.

Ефективніші за абразивні камінці, проте, швидше зношуються, можна
виготовляти самостійно. Нерівномірність
гумової основи правиться також вручну тим само наждачним папером чи напилком.
Насадка шліфувально полірувальна, на
такі кажуть «вулканітова». Містить у своєму складі сам вулканіт, гуму (каучук),
може містити полірувальні засоби (паста Гої). Використовується для фінальної
обробки металів, придання поверхні блиску, трохи побільше знімає матеріалу з
пластиків, на дереві та камені малоефективна. Любить високі оберти, але на
перевищених обертах втрачає свої властивості, бо просто ялозить по поверхні від
перегріву.
Насадка абразивна алмазна. Використовується для заточування дрібних сверл,
твердосплавних сверл, шліфовки скла та каменю. Працює виключно на високих
обертах, на малих обертах швидко зношується, а ефекту від використання майже не
дає.
Алмазні
бори (шарошки).

Ними можна обробляти майже все, від дерева, пластику до загартованих сталей
та скла. Особливістю використання є малі зйоми оброблюваних матеріалів, при
намаганні отримати результат кращий за подряпини поверхні твердих матеріалів
шарошка швидко звільняється від наліплених на неї алмазних уламків і стає лисою
залізякою, не спроможною більше лишати навіть ті самі подряпини.
Диск з алмазним напиленням можна дуже ефективно використовувати для різання
пластику на низьких обертах, по ідеї йому буде посильною різання кераміки з
водою та великими обертами. Заточування інструментів йому не по силам.
Змащування зони різу твердих матеріалів значно покращує ефективність та
продуктивність різання. З водою можна користуватись майже всіма насадками,
масло не підходить для абразивних, алмазних та насадок з наждачного паперу.
Використання мастильно охолоджувальних рідин продовжує життя різального
інструменту, захищає від перегріву, як насадки так і заготовки, інструмент
довше тримає заточку. Є роботи при яких без змащування зони різу позитивного
ефекту не отримати, наприклад при намаганні просвердлити отвір твердосплавним
свердлом у загартованій, скажімо, до 50HRC сталі, та ще й електродрилем чи бормашинкою.
Хочеться додати про користь різноманітних пристосувань та фіксаторів. До
пристосувань можна віднести фрезерні упори, направляючі планки, захисні екрани. До фіксаторів належать елементарні
лещата вони ж тіски, струбцини, та подібні зажими для фіксації оброблюваних
заготовок.
Колись
давно мною було зліплено сконструйовано з підніжних матеріалів
примітивну стійку-тримач для моторчика з цанговим патроном. За її допомогою
було успішно висверлено не один десяток отворів у платах, проводились навіть
фрезерування посадок транзисторів алюмінієвих радіаторів. Причому не зважаючи
на скажені люфти (+- 3,051мм) та недолугість всієї конструкції вона значно
посприяла економії твердосплавних сверл та нервів.

Окрім того цего залізне одоробло конструкція розроблена
багатофункціональною і за декілька рухів ключем перетворюється на штатив, третю
руку, підставку. Так звані шарніри з обгризків трубок дають можливість
обертання у будь якому напряму. Сила утримання не значна та регулюється необрізаними
фіксувальними болтами. Залізна плита, зварена із 2 не кондиційних частин, гарно
слугує робочою поверхнею та противагою.
Шкідливий лайфхак.

Необхідність проведення одиничних відрізно-зачисних робіт, котрі не несуть
собою ніякої матеріальної вигоди, а вартість оснастки для їх проведення в
поєднанні з ніякою купівельною здатністю призвела до вигадування способу
економії. Цьому, також, посприяло значне надходження використаних,
напіввикористаних, поламаних відрізних дисків до смітника. Суть проста, як двері з великого відрізного
диску висікти менший. Небезпека таких висічених дисків в розлітанні надколотих
частин при першому різі, тому бажано його проводити на витягнуту руку, обточити
край об масивну залізяку чи камінець (а краще з-за кутка та ще й з заплющеними
очима. –та як це, то ж нічого не буде
видно! – так і робити подібного не потрібно!). Особлива небезпека таких дій в
деформаціях при висіканні, появі тріщин армувальних волокон, зіпсованого чи
неякісного початкового диску, а внаслідок його розлітання на оправці. Подальше
використання нічим не відрізняється від звичайного. Перевага таких дисків в
наявності цілого армування, довгій працездатності за рахунок товщини.
Невелика пам’ятка.
Пил відрізних дисків, текстоліту в наслідок знаходження там волокон скла не
виводиться з легенів, гострі часточки скловолокна застрягають в них утворюючи
міні ранки. Абразивний пил, дрібна
стружка металів, особливо кольорових та чавуну,
дим від різання пофарбованих матеріалів також не поспішатимуть покинути
органи дихання, а в надмірному їх споживанні можуть призвести до отруєнь, та
хронічних хвороб в перспективі. Не варто дихати ними, користуйтесь хоча б елементарним
респіратором типу «Лєпєсток», в простонародді - «намордник», а в ідеалі
спеціалізованими багатошаровими респіраторами відповідної фракції фільтування,
відповідного призначення.
В завершення подякую всім в кого перейняв
чогось корисного, токарям та фрезерувальникам котрі виконували мої, не завжди
адекватні, технічні побажання, причому цілком на шару – низький Вам уклін! Мабуть, варто згадати і людей із заниженою
мораллю відносно комерційної взаємодії, з надвисоким відчуттям власної цінності
та професійної освіченості, завдяки яким виникло бажання розібратись в питаннях
детальніше.
Немає коментарів:
Дописати коментар